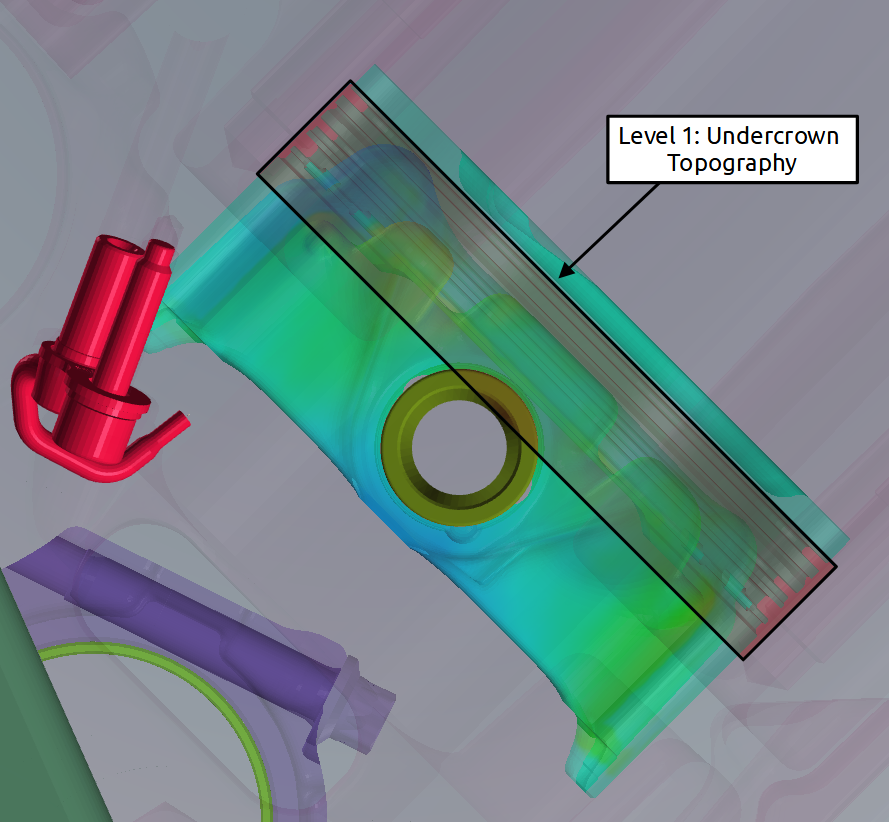
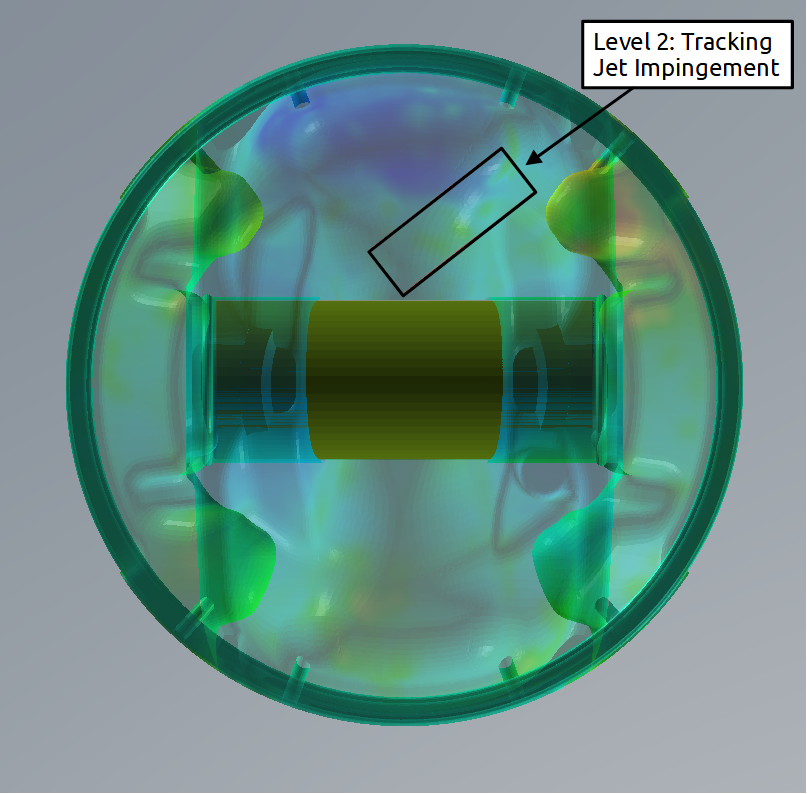
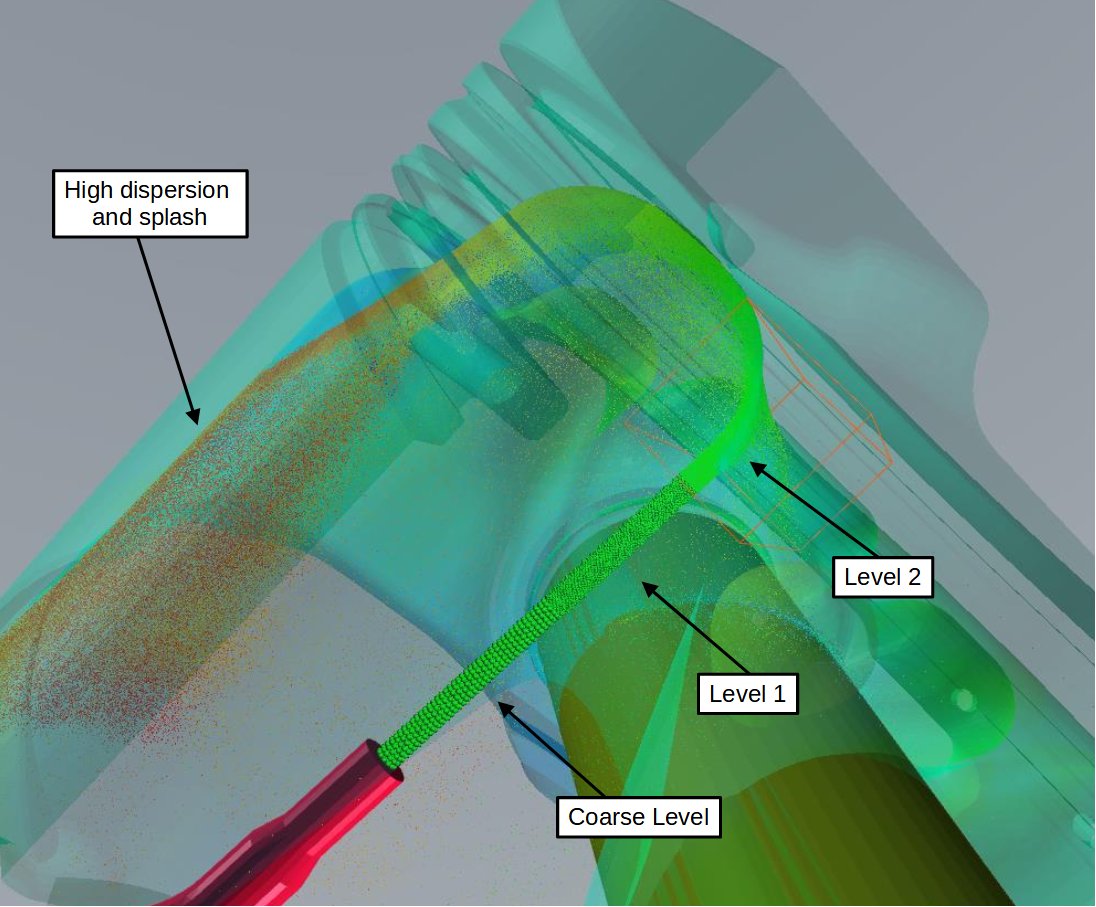
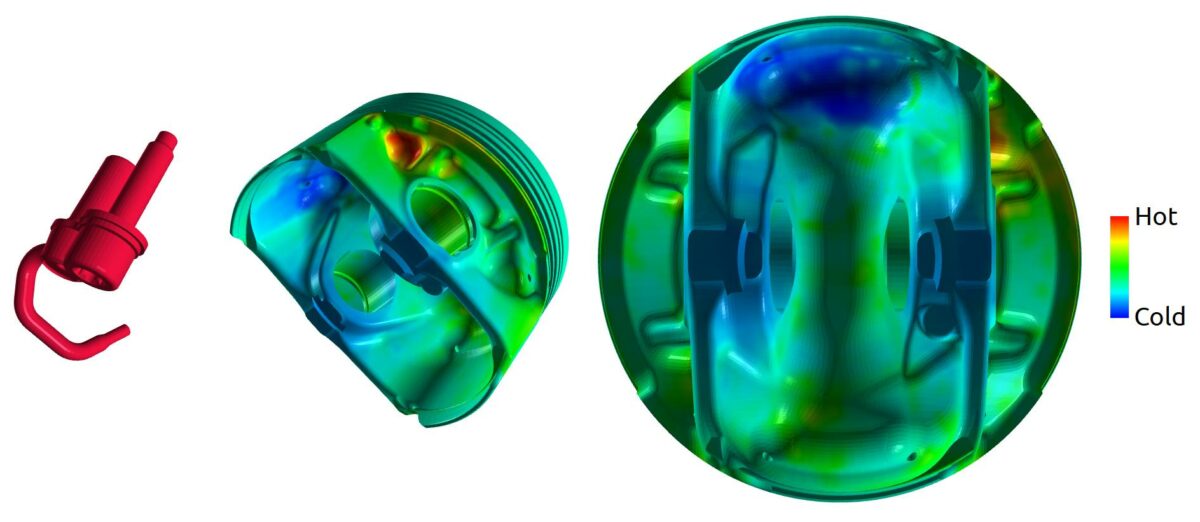
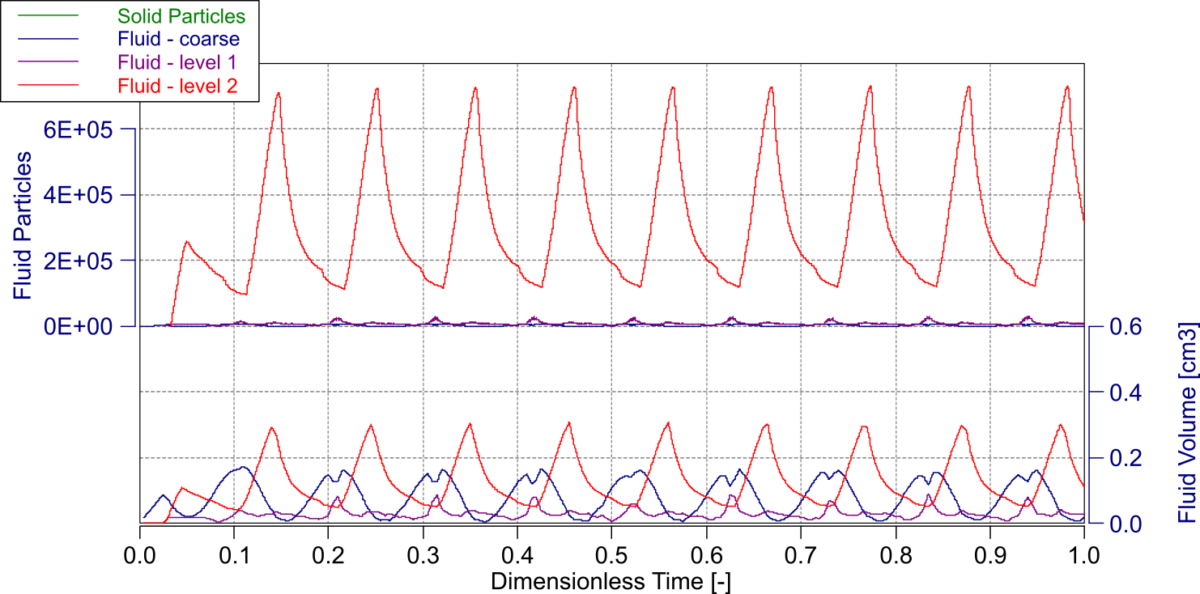
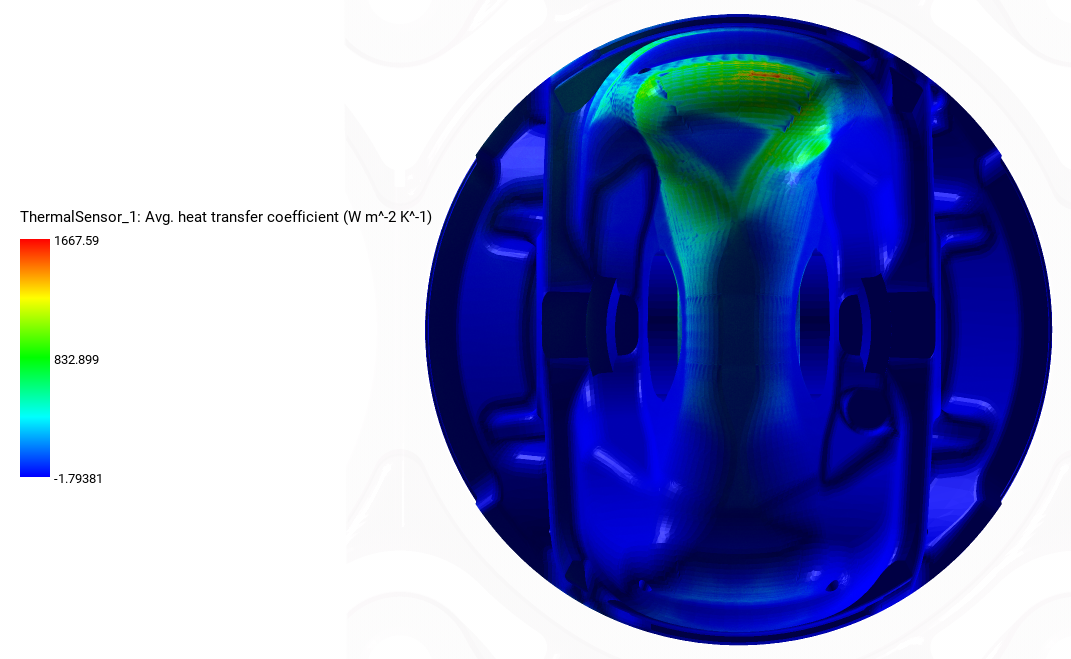
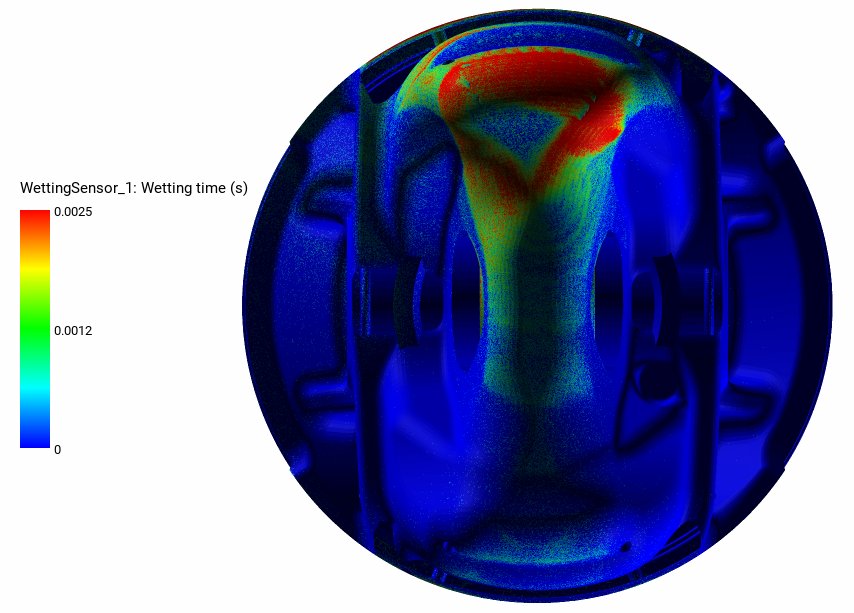
The improved refinement region feature allows you to dynamically adapt the particle spacing in key areas of the domain. In the case of the piston cooling jet application, the important region lies underneath the piston and in particular, special care needs to be given to the jet impingement point. Three levels of refinement are now available (coarse level, level 1, and level 2) with a respective spacing of 300, 150, and 75 µm. The spacing in SPH corresponds to the resolution of the numerical method. It is equivalent to choosing the element size when creating a mesh. Level 1 is used on the area underneath the piston where high heat transfer is expected (see Figure 6). In Figure 7, the level 2 refinement zone is shown and it is designed to follow the impingement point as it moves over the surface of the piston due to the nozzle angle. The difference in particle spacing between the different refinement levels can be seen in Figure 8.